-
1 schedule
n1) расписание; распорядок; графикto keep the lifting schedule on plan для того чтобы не выбиться из графика отгрузки2) план; план-график3) срок / срокиon a regular schedule в твердые (т.е. установленные) сроки;tight schedule ограниченные / жесткие сроки;keep schedules выдерживать сроки4) программаhectic schedule[ очень] напряженная программа;tight schedule насыщенная программа5) маршрут (напр., прокатки или волочения труб)6) режим (напр., обжатия труб); технологический режим7) ведомость; журнал8) реестр ( задолженности)9) спецификация10) конфигурация12) лист14) сеанс связиv1) организовать (какое-л. мероприятие)2) планировать; намечать3) назначатьat scheduled time в назначенное времяEnglish-Russian dictionary of scientific and technical difficulties vocabulary > schedule
-
2 tube-reducing machine
1) Металлургия: редукционный (трубный) стан, редукционный стан2) Автоматика: машина для обжатия труб -
3 Rohreinziehmaschine
Deutsch-Russische Wörterbuch polytechnischen > Rohreinziehmaschine
-
4 Rohranziehmaschine
fмашина для обжатия трубDeutsch-Russische Wörterbuch für Wasserwirtschaft > Rohranziehmaschine
-
5 tybe-reducing machine
English-Russian dictionary of mechanical engineering and automation > tybe-reducing machine
-
6 bell-and-plain end joint
2) Металлургия: соединение без обжатия (концов труб), соединение без развальцовки (концов труб)Универсальный англо-русский словарь > bell-and-plain end joint
-
7 bell-and-plain end joint
* * *Англо-русский словарь нефтегазовой промышленности > bell-and-plain end joint
-
8 impulse magnetic treatment
магнитоимпульсная обработка
Электромеханическая обработка, основанная на непосредственном преобразовании энергии изменяющегося с большой скоростью магнитного поля в механическую работу при взаимодействии с проводником (заготовкой). Преимущество метода — отсутствие движущихся и трущихся частей в установках, наличие лишь одного инструмента — матрицы или пуансона (роль другого выполняет поле) и др. Магнитоимпульсная обработка применяется для пластической деформирования металлов и сплавов: обжатия и раздачи труб, формовки трубчатых и листовых заготовок, калибровки и т.п.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
обработка магнитоимпульсная
Электромеханическая обработка, основанная на непосредственном преобразовании энергии изменяющегося с большой скоростью магнитного поля в механическую работу при взаимодействии с проводником (заготовкой).
Преимущество магнитоимпульсной обработки — отсутствие движущихся и трущихся частей в установках, наличие лишь одного инструмента — матрицы или пуансона (роль другого выполняет поле) и др.
Магнитоимпульсная обработка применяется для пластического деформирования металлов и сплавов: обжатия и раздачи труб, формовки трубчатых и листовых заготовок, калибровки и т.п.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > impulse magnetic treatment
-
9 mill
агрегат
1. Сборочная ед., обладающая полной взаимозаменяемостью, возможностью сборки отдельно от других составных частей или изделия в целом и способностью выполнять определенные функции в изделии или самостоятельно.
2. Механическое соединение неск. машин, станов или устройств, работающих в комплексе (напр., многоклетевой прокатный стан).
3. См. Металлургический агрегат.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
мельница
Агрегат для измельчения тв. минерального сырья, порошков и т.п. От дробилок м. отличается более тонким помолом материала (до частиц размерами < 5 мм). В зависимости от формы и вида рабочего органа и скорости его движения м. условно подразделяют на пять групп.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
прокатный завод
прокатный стан
прокатный цех
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > mill
-
10 rolling mill
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > rolling mill
-
11 straightener
['streɪtnə]1) Общая лексика: правильный станок2) Морской термин: рихтовальный станок3) Военный термин: приспособление для правки (металлических поверхностей и деталей)4) Техника: правило, правильная машина, правильный пресс, спрямитель, ширитель (ткани)5) Строительство: выпрямляющий пресс, спрямляющая ( вентиляционная) решётка6) Металлургия: пресс для обжатия кромок слябов7) Текстиль: расправитель (утка), расправитель утка, ширитель ткани8) Механика: устройство для правки9) Бытовая техника: выпрямитель для волос11) Нефтегазовая техника правильный пресс для труб -
12 connection
- штуцер
- соединение
- сбойка
- присоединение проводников
- обвязка (трубопроводами)
- наращивание (бурильной колонны)
- логическое соединение
- контактное соединение
- вывод
- включение
вывод
Проводящая часть аппарата, предназначенная для электрического соединения с внешними цепями.
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
вывод
Часть выключателя с контактами, служащими для присоединения к выключателю проводников внешней цепи
[ ГОСТ Р 52565-2006]
вывод электротехнического изделия (устройства)
Ндп. клемма
Часть электротехнического изделия (устройства), предназначенная для электрического соединения его с другими изделиями (устройствами).
[ ГОСТ 18311-80]
вывод (трансформатора)
Токоведущая часть, предназначенная для присоединения обмотки к внешним проводникам
[ ГОСТ 30830-2002]
вывод
Точка электрической цепи, предназначенная для выполнения соединений с другой электрической цепью.
[ ГОСТ Р 52002-2003]
вывод
-
[IEV number 151-12-12]EN
terminal
component provided for the connection of a device to external conductors.
[IEC 62271-100, ed. 2.0 (2008-04)]
terminal
the conductive part of one pole, composed of one or more clamping unit(s) and insulation if necessary
[IEC 60669-1, ed. 3.0 (1998-02)]
terminal
conductive part of a device, electric circuit or electric network, provided for connecting that device, electric circuit or electric network to one or more external conductors
NOTE – The term "terminal" is also used for a connection point in circuit theory.
Source: see IEC 60050-131
[IEV number 151-12-12]FR
borne
composant destiné à raccorder un disjoncteur à des conducteurs extérieurs.
[IEC 62271-100, ed. 2.0 (2008-04)]
borne
partie unipolaire conductrice composée d'un ou plusieurs organes de serrage, isolée si nécessaire
[IEC 60669-1, ed. 3.0 (1998-02)]
borne, f
partie conductrice d'un dispositif, d'un circuit électrique ou d'un réseau électrique, destinée à le connecter à un ou plusieurs conducteurs extérieurs
NOTE – Le terme "borne" désigne aussi un point de connexion en théorie des circuits.
Source: voir la CEI 60050-131
[IEV number 151-12-12]Недопустимые, нерекомендуемые
Тематики
- вывод, зажим электрический
Классификация
>>>Синонимы
EN
DE
FR
контактное соединение
Контакт электрической цепи, предназначенный только для проведения электрического тока и не предназначенный для коммутации электрической цепи при заданном действии устройства
[ ГОСТ 14312-79]
контактное соединение
Токоведущее соединение (болтовое, сварное, выполненное методом обжатия), обеспечивающее непрерывность токовой цепи.
[РД 34.45-51.300-97]EN
-
FR
-
Параллельные тексты EN-RU
Make sure that electrical connection of all equipments are intact.
This is particularly important since vibration in transportation sometimes may have resulted in loose connections.
[Schneider Electric]Убедитесь в том, что электрические подключения не повреждены.
Эта проверка должна выполняться очень тщательно, так как некоторые контактные соединения могли ослабнуть из-за воздействия возникающей при транспортировке вибрации.
[Перевод Интент]
Тематики
- соединение контактное
- электротехника, основные понятия
EN
логическое соединение
соединение
Взаимосвязь, обеспечиваемая некоторым уровнем, между двумя или более логическими объектами смежного верхнего уровня с целью обмена данными.
Примечание
Соединение получает наименование того уровня, который его обеспечивает (например, соединение физического уровня, соединение сетевого уровня).
[ ГОСТ 24402-88]Тематики
Синонимы
EN
наращивание (бурильной колонны)
сочленение
наращивание инструмента
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
обвязка (трубопроводами)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
сбойка
Соединение двух подземных горных выработок при проходке их встречными или догоняющими забоями
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
штуцер
Элемент, предназначенный для присоединения к сосуду трубопроводов, трубопроводной арматуры, контрольно-измерительных приборов и т.п.
[ПБ 03-576-03]
штуцер
Деталь, предназначенная для присоединения к трубопроводу арматуры, контрольно-измерительных приборов и т.п.
[ПБ 03-108-96]
штуцер
Деталь, используемая для того, чтобы соединять два трубопровода по длине или для того, чтобы присоединять к шлангу другое оборудование.
[РД 01.120.00-КТН-228-06]Тематики
- сосуды, в т. ч., работающие под давлением
- трубопроводы и их компоненты
EN
2.5 соединение (connection): Сборка или сочленение.
3.36 соединение (connection): Резьбовое соединение трубных компонентов.
Источник: ГОСТ Р 53366-2009: Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия оригинал документа
2.9 соединение (connection): Набор физических компонентов, обеспечивающих связь между точкой доставки (2.26) и местной водопроводной магистралью или точкой сбора (2.25) и канализацией.
Примечание 1 - Для систем питьевого водоснабжения (2.12) в настоящее время используется термин «ответвление трубопровода», но соединение может включать компоненты, отличные от ответвлений, например клапаны, счетчики и пр.
Примечание 2 - В англоговорящих странах для систем удаления сточных вод (2.52) также может использоваться термин «дренажная система»; соединение может также оснащаться дополнительным оборудованием.
Источник: ГОСТ Р ИСО 24511-2009: Деятельность, связанная с услугами питьевого водоснабжения и удаления сточных вод. Руководящие указания для менеджмента коммунальных предприятий и оценке услуг удаления сточных вод оригинал документа
2.9 соединение (connection): Набор физических компонентов, обеспечивающих связь между точкой доставки (2.26) и местной водопроводной магистралью плиточкой сбора (2.25) и канализацией.
Примечание 1 - Для систем питьевого водоснабжения (2.12) в настоящее время используется термин «ответвление трубопровода», но соединение может включать компоненты, отличные от ответвлений, например клапаны, счетчики и пр.
Примечание 2 - В англоговорящих странах для систем удаления сточных вод (2.52) также может использоваться термин «дренажная система»; соединение может также оснащаться дополнительным оборудованием.
Источник: ГОСТ Р ИСО 24512-2009: Деятельность, связанная с услугами питьевого водоснабжения и удаления сточных вод. Руководящие указания для менеджмента систем питьевого водоснабжения и оценке услуг питьевого водоснабжения оригинал документа
Соединение
Connection
Взаимосвязь, обеспечиваемая некоторым уровнем, между двумя или более логическими объектами смежного верхнего уровня с целью обмена данными.
Источник: ГОСТ 24402-88: Телеобработка данных и вычислительные сети. Термины и определения оригинал документа
3.1 соединение (connection): Соединительное устройство или стык.
Источник: ГОСТ Р ИСО 17491-3-2009: Система стандартов безопасности труда. Одежда специальная для защиты от химических веществ. Часть 3. Метод определения устойчивости к прониканию струи жидкости (струйный метод) оригинал документа
2.9 соединение (connection): Набор физических компонентов, обеспечивающих связь между точкой доставки (2.26) и местной водопроводной магистралью или точкой сбора (2.25) и канализацией.
Примечание 1 - Для систем питьевого водоснабжения (2.12) в настоящее время используется термин «ответвление трубопровода», но соединение может включать компоненты, отличные от ответвлений, например клапаны, счетчики и пр.
Примечание 2 - В англоговорящих странах для систем удаления сточных вод (2.52) также может использоваться термин «дренажная система»; соединение может также оснащаться дополнительным оборудованием.
Источник: ГОСТ Р ИСО 24510-2009: Деятельность, связанная с услугами питьевого водоснабжения и удаления сточных вод. Руководящие указания по оценке и улучшению услуги, оказываемой потребителям оригинал документа
3.1 соединение (connection): Соединительное устройство или стык.
3.4 соединение (connection): Временное соединение каналов передачи или телекоммуникационных цепей, коммутирующих или других функциональных устройств, предназначенных для обеспечения передачи информации между двумя или большим числом точек в сети связи.
Источник: ГОСТ Р 55266-2012: Совместимость технических средств электромагнитная. Оборудование сетей связи. Требования и методы испытаний оригинал документа
Англо-русский словарь нормативно-технической терминологии > connection
-
13 swaging tool
2) Строительство: инструмент для обжима труб -
14 edging
1. отделка кромок2. обрезка пиломатериалов -
15 supply
- электроснабжение
- предложение
- поставки
- подводить электропитание
- подача
- источник электропитания радиоэлектронной аппаратуры
- источник питания (в электроснабжении)
- источник (электро)питания
- блок питания
блок питания
устройство питания
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]
блок питания
блок электропитания
источник питания
источник электропитания
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
Синонимы
EN
источник (электро)питания
Устройство, преобразующее различные виды энергии (химической, тепловой, электромагнитной) в электрическую. См. UPS.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
EN
источник питания
Характеристики внешних источников питания следует принимать по техническим условиям на присоединение, выдаваемым энегоснабжающей организацией в соответствии с Правилами пользования электрической энергией...
источник питания электроэнергией
-
[Интент]
источник электропитания
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]
Основными источниками питания должны служить электростанции и сети районных энергосистем. Исключение представляют большие предприятия с большим теплопотреблением, где основным источником питания может быть собственная электростанция (ТЭЦ). Но и в этом случае обязательно должна предусматриваться связь системы электроснабжения предприятия с сетью энергосистемы.
[СН 174-75 Инструкция по проектированию электроснабжения промышленных предприятий]
1.1.2 Зануление следует выполнять электрическим соединением металлических частей электроустановок с заземленной точкой источника питания электроэнергией при помощи нулевого защитного проводника.
[ ГОСТ 12.1.030-81]
Параллельные тексты EN-RUIt is recommended that, where practicable, the electrical equipment of a machine is connected to a single incoming supply. Where another supply is necessary for certain parts of the equipment (for example, electronic equipment that operates at a different voltage), that supply should be derived, as far as is practicable, from devices (for example, transformers, converters) forming part of the electrical equipment of the machine.
[IEC 60204-1-2006]Рекомендуется, там где это возможно, чтобы электрооборудование машины получало электропитание от одного источника. Если для каких-либо частей электрооборудования машины (например для электронного оборудования, работающего на другом напряжении) необходим отдельный источник питания, то, насколько это возможно, он должен являться частью (такой, например, как трансформатор, конвертор) электрооборудования этой же машины.
[Перевод Интент]
Power supplies
The required power supplies can be determined based on the criteria for definition of the installation (receivers, power, location, etc.) and the operating conditions (safety, evacuation of the public, continuity, etc.).
They are as follows:
- Main power supply
- Replacement power supply
- Power supply for safety services
- Auxiliary power supply
[Legrand]Источники электропитания
Источники электропитания определяют по различным критериям, в соответствии с характеристиками конкретной электроустановки. Определяют типы электроприемников, их мощность, территориальное расположение и др. При этом учитывают условия эксплуатации (безопасность, требования к аварийной эвакуации людей, непрерывность технологического процесса и т. д.).
Применяют следующие источники:
- основной источник питания;
- резервный источник питания;
- аварийный источник питания систем безопасности;
- дополнительный источник питания.
[Перевод Интент]
Рис. Legrand
Типовая схема электроснабжения: 1 - Main power supply - Основной источник питания
2 - Replacement power supply (2nd source) - Резервный источник питания (2-й источник)
3 - Replacement power supply (backup) - Резервный источник питания (независимый)
4 - Auxiliary power supply - Дополнительный источник питания
5 - Power supply for safety services - Аварийный источник питания для систем безопасности
6 - Management of sources - Управление источниками питания
7 - Control - Цепь управления
8 - Main LV distrib. board - Главный распределительный щит (ГРЩ)
9 - Safety panel - Панель безопасности
10 - Uninterruptible power supply - Источник бесперебойного питания
11 - Load shedding - Отключение нагрузки
12 - Non-priority circuits - Цепи неприоритетной нагрузки
14 - Uninterruptible circuits - Цепи бесперебойного питания
15 - Shed circuits - Цепи отключаемой нагрузки
16 - Safety circuits - Цепи систем безопасностиТематики
Близкие понятия
Действия
Синонимы
Сопутствующие термины
- аварийный источник питания
- взаимно резервируемые источники питания
- внешний источник питания
- дополнительный источник питания
- источник бесперебойного питания
- источник питания с ограничением тока
- независимый источник питания
- основной источник питания
- резервный источник питания
EN
источник электропитания радиоэлектронной аппаратуры
источник электропитания РЭА
Нерекомендуемый термин - источник питания
Устройство силовой электроники, входящее в состав радиоэлектронной аппаратуры и преобразующее входную электроэнергию для согласования ее параметров с входными параметрами составных частей радиоэлектронной аппаратуры.
[< size="2"> ГОСТ Р 52907-2008]
источник питания
Часть устройства, обеспечивающая электропитание остальных модулей устройства.
[ http://www.lexikon.ru/dict/net/index.html]EN
power supply
An electronic module that converts power from some power source to a form which is needed by the equipment to which power is being supplied.
[Comprehensive dictionary of electrical engineering / editor-in-chief Phillip A. Laplante.-- 2nd ed.]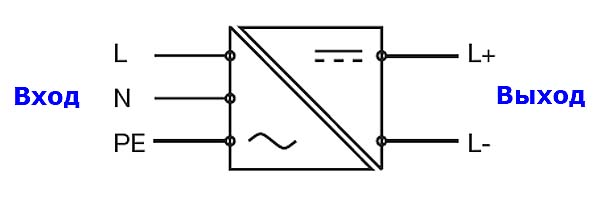
Рис. ABB
Структурная схема источника электропитанияThe input side and the output side are electrically isolated against each other
Вход и выход гальванически развязаны
Терминология относящая к входу
Primary side
Первичная сторона
Input voltage
Входное напряжение
Primary grounding
Current consumption
Потребляемый ток
Inrush current
Пусковой ток
Input fuse
Предохранитель входной цепи
Frequency
Частота
Power failure buffering
Power factor correction (PFC)
Коррекция коэффициента мощности
Терминология относящая к выходу
Secondary side
Вторичная сторона
Output voltage
Выходное напряжение
Secondary grounding
Short-circuit current
То короткого замыкания
Residual ripple
Output characteristics
Выходные характеристики
Output current
Выходной ток
Различают первичные и вторичные источники питания.
К первичным относят преобразователи различных видов энергии в электрическую, например:
- аккумулятор (преобразует химическую энергию.
Вторичные источники не генерируют электроэнергию, а служат лишь для её преобразования с целью обеспечения требуемых параметров (напряжения, тока, пульсаций напряжения и т. п.)Задачи вторичного источника питания
- Обеспечение передачи мощности — источник питания должен обеспечивать передачу заданной мощности с наименьшими потерями и соблюдением заданных характеристик на выходе без вреда для себя. Обычно мощность источника питания берут с некоторым запасом.
- Преобразование формы напряжения — преобразование переменного напряжения в постоянное, и наоборот, а также преобразование частоты, формирование импульсов напряжения и т. д. Чаще всего необходимо преобразование переменного напряжения промышленной частоты в постоянное.
- Преобразование величины напряжения — как повышение, так и понижение. Нередко необходим набор из нескольких напряжений различной величины для питания различных цепей.
- Стабилизация — напряжение, ток и другие параметры на выходе источника питания должны лежать в определённых пределах, в зависимости от его назначения при влиянии большого количества дестабилизирующих факторов: изменения напряжения на входе, тока нагрузки и т. д. Чаще всего необходима стабилизация напряжения на нагрузке, однако иногда (например для зарядки аккумуляторов) необходима стабилизация тока.
- Защита — напряжение или ток нагрузки в случае неисправности (например, короткого замыкания) каких-либо цепей может превысить допустимые пределы и вывести электроприбор или сам источник питания из строя. Также во многих случаях требуется защита от прохождения тока по неправильному пути: например прохождения тока через землю при прикосновении человека или постороннего предмета к токоведущим частям.
- Гальваническая развязка цепей — одна из мер защиты от протекания тока по неверному пути.
- Регулировка — в процессе эксплуатации может потребоваться изменение каких-либо параметров для обеспечения правильной работы электроприбора.
- Управление — может включать регулировку, включение/отключение каких-либо цепей или источника питания в целом. Может быть как непосредственным (с помощью органов управления на корпусе устройства), так и дистанционным, а также программным (обеспечение включения/выключения, регулировка в заданное время или с наступлением каких-либо событий).
- Контроль — отображение параметров на входе и на выходе источника питания, включения/выключения цепей, срабатывания защит. Также может быть непосредственным или дистанционным.
Трансформаторный (сетевой) источник питания
Чаще всего состоит из следующих частей:- Сетевого трансформатора, преобразующего величину напряжения, а также осуществляющего гальваническую развязку;
- Выпрямителя, преобразующего переменное напряжение в пульсирующее;
- Фильтра для снижения уровня пульсаций;
- Стабилизатора напряжения для приведения выходного напряжения в соответствие с номиналом, также выполняющего функцию сглаживания пульсаций за счёт их «срезания».
В сетевых источниках питания применяются чаще всего линейные стабилизаторы напряжения, а в некоторых случаях и вовсе отказываются от стабилизации.
Достоинства такой схемы:- Простота построения и обслуживания
- Надёжность
- Низкий уровень радиопомех.
Недостатки:
- Большой вес и габариты, особенно при большой мощности: по большей части за счёт габаритов трансформатора и сглаживающего фильтра
- Металлоёмкость
- Применение линейных стабилизаторов напряжения вводит компромисс между стабильностью выходного напряжения и КПД: чем больше диапазон изменения напряжения, тем больше потери мощности.
- При отсутствии стабилизатора на выход источника питания проникают пульсации с частотой 100Гц.
В целом ничто не мешает применить в трансформаторном источнике питания импульсный стабилизатор напряжения, однако большее распространение получила схема с полностью импульсным преобразованием напряжения.
Импульсный источник питания
Широко распространённая схема импульсного источника питания состоит из следующих частей:- Входного фильтра, призванного предотвращать распространение импульсных помех в питающей сети
- Входного выпрямителя, преобразующего переменное напряжение в пульсирующее
- Фильтра, сглаживающего пульсации выпрямленного напряжения
- Прерывателя (обычно мощного транзистора, работающего в ключевом режиме)
- Цепей управления прерывателем (генератора импульсов, широтно-импульсного модулятора)
- Импульсного трансформатора, который служит накопителем энергии импульсного преобразователя, формирования нескольких номиналов напряжения, а также для гальванической развязки цепей (входных от выходных, а также, при необходимости, выходных друг от друга)
- Выходного выпрямителя
- Выходных фильтров, сглаживающих высокочастотные пульсации и импульсные помехи.
Достоинства такого блока питания:
- Можно достичь высокого коэффициента стабилизации
- Высокий КПД. Основные потери приходятся на переходные процессы, которые длятся значительно меньшее время, чем устойчивое состояние.
- Малые габариты и масса, обусловленные как меньшим выделением тепла на регулирующем элементе, так и меньшими габаритами трансформатора, благодаря тому, что последний работает на более высокой частоте.
- Меньшая металлоёмкость, благодаря чему мощные импульсные источники питания стоят дешевле трансформаторных, несмотря на бо́льшую сложность
- Возможность включения в сети широкого диапазона напряжений и частот, или даже постоянного тока. Благодаря этому возможна унификация техники, производимой для различных стран мира, а значит и её удешевление при массовом производстве.
Однако имеют такие источники питания и недостатки, ограничивающие их применение:
- Импульсные помехи. В связи с этим часто недопустимо применение импульсных источников питания для некоторых видов аппаратуры.
- Невысокий cosφ, что требует включения компенсаторов коэффициента мощности.
- Работа большей части схемы без гальванической развязки, что затрудняет обслуживание и ремонт.
- Во многих импульсных источниках питания входной фильтр помех часто соединён с корпусом, а значит такие устройства требуют заземления.
[Википедия]
Недопустимые, нерекомендуемые
Тематики
Обобщающие термины
Синонимы
EN
подача
1. Порция одноврем. загружаемых в шахтную печь рудных материалов, флюсов и тв. топлива с определ. соотношением компонентов.
2. Операция перемещения заготовки в одном из направлений (продольном, поперечном, или др.) в промежутках между единичными обжатиями при ковке. В количественном отношении подача — величина перемещения заготовки (абсолютная подача) или отношение поперечного размера заготовки к ее высотному размеру в зоне обжатия (между бойками) — относительная подача.
3. Длина кольцевого участка гильзы или заготовки, обжимаемого и раскатываемого за цикл пилигримовой прокатки труб.
4. Относительное перемещение режущего инструмента и обрабатываемой на станке заготовки. Различают подачу непрерывную (например, на токарных, сверлильных, фрезерных станках) и прерывную или периодическую подачу (например, на строгальных, долбежных станках).
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
подводить электропитание
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
поставки
1. Означают продажу, включая перепродажу электроэнергии потребителям (Директива 2003/54/ЕС).
2. Продажа электроэнергии, как правило, включает снятие показаний счетчиков и выписывание счетов, в отличие от другой деятельности, такой как генерация, передача, эксплуатация системы и распределение.
[Англо-русский глосcарий энергетических терминов ERRA]EN
supply
1. Means the sale, including resale, of electricity to customers (Directive 2003/54/EC).
2. The sale of electricity, usually including metering and billing, in contrast to other activities such as generation, transmission, system operation and distribution.
[Англо-русский глосcарий энергетических терминов ERRA]Тематики
EN
предложение
Совокупность слов, образующих текстовую единицу, выражающую законченную мысль. Обычно начинается с заглавной буквы и заканчивается знаком препинания, таким как точка, вопросительный или восклицательный знак.
[ http://www.morepc.ru/dict/]
предложение
Одно из основных понятий экономики рынка. Можно определить П. блага (товара) как количество этого блага, которое может быть представлено для продажи на рынке по данной цене. Соответственно, совокупное П. на рынке — общее количество благ, которые могут быть представлены для продажи при данной структуре цен. В нормальных условиях, когда загрузка производственных мощностей близка к полной, выпуск каждой дополнительной единицы продукции требует дополнительных затрат. Чтобы побудить к этому производителя, надо предложить ему повышенную цену (См. Кривая предложения). С другой стороны, потребитель заинтересован в возможно более низкой цене (см. Кривая спроса). Взаимодействие этих интересов и формирует рыночный механизм.
[ http://slovar-lopatnikov.ru/]Тематики
EN
электроснабжение
Обеспечение потребителей электрической энергией.
[ ГОСТ 19431-84]Качество электрической энергии (КЭ) тесно связано с надежностью электроснабжения, поскольку нормальным режимом электроснабжения потребителей является такой режим, при котором потребители получают электроэнергию бесперебойно, в количестве, заранее согласованном с энергоснабжающей организацией, и нормированного качества.
[В. В. Суднова. Качество электрической энергии]Тематики
Действия
Сопутствующие термины
- бесперебойность электроснабжения
- надежность электроснабжения
- нарушение электроснабжения
- нормальный режим электроснабжения
- проект электроснабжения
- электроснабжение от автономного источника питания электроэнергией
EN
Англо-русский словарь нормативно-технической терминологии > supply
16 delivery
- узкая часть
- производительность (насоса)
- поставка
- подача (угля, газа)
- подача
- передача
- отдача (тепла)
- нагнетательный (насос)
- нагнетание
- доставка (напр. электроэнергии)
- доставка
- выпуск (продукции)
- выпуск (газа, воздуха)
- выполнение броска
выполнение броска
Комплекс движений игрока в процессе выполнения броска в кёрлинге.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
delivery
Motion a player makes when playing a curling stone.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
EN
выпуск (газа, воздуха)
выхлоп (газа, воздуха)
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
Синонимы
- выхлоп (газа, воздуха)
EN
выпуск (продукции)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
доставка
Напр. лекарственного средства к тканям
[ http://www.dunwoodypress.com/148/PDF/Biotech_Eng-Rus.pdf]Тематики
EN
доставка (напр. электроэнергии)
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
нагнетание
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
нагнетательный (насос)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
отдача (тепла)
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
подача
1. Порция одноврем. загружаемых в шахтную печь рудных материалов, флюсов и тв. топлива с определ. соотношением компонентов.
2. Операция перемещения заготовки в одном из направлений (продольном, поперечном, или др.) в промежутках между единичными обжатиями при ковке. В количественном отношении подача — величина перемещения заготовки (абсолютная подача) или отношение поперечного размера заготовки к ее высотному размеру в зоне обжатия (между бойками) — относительная подача.
3. Длина кольцевого участка гильзы или заготовки, обжимаемого и раскатываемого за цикл пилигримовой прокатки труб.
4. Относительное перемещение режущего инструмента и обрабатываемой на станке заготовки. Различают подачу непрерывную (например, на токарных, сверлильных, фрезерных станках) и прерывную или периодическую подачу (например, на строгальных, долбежных станках).
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
подача (угля, газа)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
производительность (насоса)
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
узкая часть
сужение
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
Синонимы
EN
3.1.4 поставка (delivery): Процесс согласованной передачи прав собственности, определяемый моментом времени и физическим местоположением.
Англо-русский словарь нормативно-технической терминологии > delivery
17 feed
- устройство подачи
- подающий механизм
- подача (в печатающем механизме или в сканере)
- подача (в обработке резанием)
- подача (бумаги)
- подача
- податчик (бурильной установки)
- подаваемый материал
- питать
- пас
- облучатель
- длина хода бурильной колонны
длина хода бурильной колонны
(по направляющим мачты бурового станка)
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
облучатель
Часть зеркальной антенны, непосредственно излучающая электромагнитные волны. См. offset-, on-axis-.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
EN
пас
«паровозик»
оставление шайбы
передача
Ситуация, когда хоккеист оставляет шайбу движущемуся за ним партнеру.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
drop pass
Situation when a hockey player simply leaves the puck behind for a teammate following him to pick up.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
Синонимы
- «паровозик»
- оставление шайбы
- передача
EN
питать
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
податчик (бурильной установки)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
подача
1. Порция одноврем. загружаемых в шахтную печь рудных материалов, флюсов и тв. топлива с определ. соотношением компонентов.
2. Операция перемещения заготовки в одном из направлений (продольном, поперечном, или др.) в промежутках между единичными обжатиями при ковке. В количественном отношении подача — величина перемещения заготовки (абсолютная подача) или отношение поперечного размера заготовки к ее высотному размеру в зоне обжатия (между бойками) — относительная подача.
3. Длина кольцевого участка гильзы или заготовки, обжимаемого и раскатываемого за цикл пилигримовой прокатки труб.
4. Относительное перемещение режущего инструмента и обрабатываемой на станке заготовки. Различают подачу непрерывную (например, на токарных, сверлильных, фрезерных станках) и прерывную или периодическую подачу (например, на строгальных, долбежных станках).
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
подача (бумаги)
(См. тж. feeder.)
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
подача (S)
Отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки вдоль траектории этой точки в движении подачи, к соответствующему числу циклов или определенных долей цикла другого движения во время резания или к числу определенных долей цикла этого другого движения.
Примечания
1. Под циклом движения понимают полный оборот, ход или двойной ход режущего инструмента или заготовки. Долей цикла является часть оборота, соответствующая угловому шагу зубьев режущего инструмента.
2. Под ходом понимают движение в одну сторону при возвратно-поступательном движении.
[ ГОСТ 25762-83]Тематики
Обобщающие термины
EN
DE
FR
подача
Перемещение бумаги в печатающем механизме или оригинала в устройстве сканирования.
[ http://www.morepc.ru/dict/]Тематики
EN
устройство подачи
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > feed
18 bell-and-plain end joint
соединение без развальцовки, обжатия ( концов труб)Англо-русский строительный словарь > bell-and-plain end joint
См. также в других словарях:
Прокатный стан — машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки (См. Прокатка), в более широком значении автоматическая система или линия машин (агрегат), выполняющая не только … Большая советская энциклопедия
метод — метод: Метод косвенного измерения влажности веществ, основанный на зависимости диэлектрической проницаемости этих веществ от их влажности. Источник: РМГ 75 2004: Государственная система обеспечения еди … Словарь-справочник терминов нормативно-технической документации
прокатный стан — [(rolling) mill] комплекс машин и механизмов для пластической деформации металла в валках прокаткой. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций вспомогательными (транспортирующие рольганги … Энциклопедический словарь по металлургии
Волочение — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей … Википедия
ВВЭР-1000 — Монтаж корпуса реактора ВВЭР 1000 на Балаковской АЭС Тип реактора водо водяной … Википедия
расширительный стан — [expanding mill] стан поперечно винтовой прокатки для обжатия заготовки по толщине стенки на оправке двумя грибовидными валками с одновременным увеличением диаметра трубы (расширением); применяется в основном для производства труб из меди и ее… … Энциклопедический словарь по металлургии
Редуцирование — 1) в металлообработке процесс вытяжки (См. Вытяжка) круглой заготовки, бесшовных или сварных труб в горячем или холодном состоянии, заключающийся в уменьшении их поперечного сечения путём всестороннего бокового обжатия, например на… … Большая советская энциклопедия
прокатка металлов — обработка металлической заготовки давлением путём обжатия между вращающимися валками прокатного стана для уменьшения сечения слитка или заготовки и придания им нужной формы. На металлургических предприятиях осуществляется в два этапа. Сначала… … Энциклопедия техники
полунепрерывный стан — [semi continuous mill] прокатный стан, состоящий как из группы клетей непрерывной прокатки, так и из клетей, линейно или последовательно расположенных. В черновой группе полунепрерывного стана горячей прокатки полосы входят горизонтальный или… … Энциклопедический словарь по металлургии
NEL — (No End Loss, т.е без потери конца ) способ прокатки труб, когда перед подачей гильзы в клеть стана Ассела ее концы обжимаются в специальной четырехвалковой клети поперечной прокатки. Таким образом, толщина стенки и наружный диаметр на концах… … Металлургический словарь
ХПТ-ВР — Валково роликовый стан ХПТ ВР в основном подобен стану ХПТР. Прокатка производится при перемещении рабочей клети с закрепленными в ней профилированными опорными планками, по которым перекатываются рабочие валки (ролики). Редуцирование заготовки… … Металлургический словарь
Перевод: со всех языков на русский
с русского на все языки- С русского на:
- Все языки
- Со всех языков на:
- Все языки
- Английский
- Немецкий
- Русский
обжатия труб
18+
© Академик, 2000-2024
- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.